�I(y��)��(w��)��(j��ng)����κ�r13463796862
(li��n)ϵ�Ԓ:0317-6830199 6830299
�N�۽�(j��ng)��:κ�r
�I(y��)��(w��)����:0317-6830399 6830499
QQ��39264260
�]�䣺meideyichu@163.com
JCOEֱ�p䓹�ֱ�ȈA��Ӱ�����
ժҪ ��B�ͷ������������a(ch��n)�N���õij��ι�ˇ,�Լ���(du��)�����|(zh��)����Ӱ���r��
1ǰ�Խ������(l��i)�҇�(gu��)��ֱ�p�������a(ch��n)���^��İl(f��)չ,��(j��)���P(gu��n)�Y��[1]��B���и��N�������a(ch��n)��1600���_(t��i)��,�����a(ch��n)�����_(d��)700�f(w��n)t,�a(ch��n)ƷҎ(gu��)���8mm*1mm��508mm*12mm����,�������M(j��n)��24Ӣ�C(j��)�M�������a(ch��n)610mm*19mm��ֱ�p����䓹ܡ������҇�(gu��)�ĺ���䓹����a(ch��n)�������(sh��)����С�͙C(j��)�M,�a(ch��n)Ʒ�n���^��,����ˮ��ú��ݔ��,�sռ�����ܿ��a(ch��n)����35%���c���I(y��)�l(f��)�_(d��)��(gu��)��������в��ٲ�ࡣҪ��׃�@һ��ò,횔U(ku��)����|(zh��)������䓹��Įa(ch��n)��,��ʯ���ù�,�е͉�偠t䓹ܡ��C(j��)е�Y(ji��)��(g��u)��䓹ܡ��ܾ�䓹ܵ�,ͬ�r(sh��)�����ߺ��ܵĺ����|(zh��)����
Ӱ푺����|(zh��)���������Ǻܶ��,��Ҫ�����ׂ�(g��)����:
(1)�����|(zh��)��:�����Ļ��W(xu��)�ɷ֡����W(xu��)���ܡ��ߴ�ƫ����^����Ӱ��|(zh��)���ă�(n��i)�����ء�
(2)���ӵĹ�ˇ����(sh��):�H�Ը��l���ӷ�����Փ,���ӹ��ʡ������ٶȡ��ضȡ����l���l�ʡ����ӔD�������迹����ƥ�䡢���Dž^(q��)�Ŀ��ƵȾ��Ɍ�(du��)�����|(zh��)������(l��i)Ӱ푡�
(3)���ι�ˇ:���ܙC(j��)�M���β��ֵĿ����O(sh��)Ӌ(j��)���{(di��o)����������(hu��)ֱ��Ӱ������|(zh��)���ă�(y��u)�ӡ�
���Č����c(di��n)��B�ͷ�����ͬ���ι�ˇ�����ă�(y��u)ȱ�c(di��n)�Լ���(du��)�����|(zh��)����Ӱ푡�
2���ӌ�(du��)���ε�Ҫ��
Ŀǰ�������a(ch��n)�C(j��)�M�ж���(sh��)�Dz��ø��l���ӹ�ˇ,�H��(du��)һЩ����Ҫ���̼䓡��Ͻ�䓡����P䓻�һЩ��������Ƴɹܲĕr(sh��)���x�Ú��w���o(h��)�����������x�Ӻ���������������������ȡ�
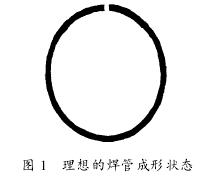
���l�����ж���(sh��)���ø��l�Б�(y��ng)���ӡ�����䓹�Ҫ�õ����õĺ��p,��ǰ����DZ��������ij��ι�ˇ���D1��ʾ��һ�N����ij��Π�B(t��i),��䓽�(j��ng)�����Ժ�ɂ�(c��)߅����ƽ�е�,�g϶��ȡ����ڸ��l������wЧ��(y��ng)������Ч��(y��ng)������,ͨ�^(gu��)߅�����������ͬ��,ʹ䓎���ȃ�(n��i)��ɂ�(c��)�_(d��)����ͬ�Ĝض�,�D�����ۺ�����,��(n��i)ë�̺���ë�̾���
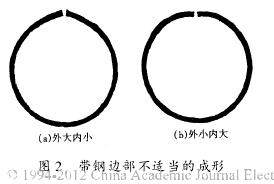
����,�����a(ch��n)�������y���_(d��)������ij��Π�B(t��i),��(hu��)���F(xi��n)�D2��չ�F(xi��n)�ăɷN������B(t��i),��䓳����Ժ�,߅����ƽ��,�D2a�����(c��)�g϶��,��(n��i)��(c��)�g϶С,��������Ч��(y��ng)������,��(n��i)��(c��)����ܶȴ�,�ضȸ�,��(d��ng)���(c��)�_(d��)�����Ӝضȕr(sh��)��(n��i)��(c��)�Ľ������ۻ��^(gu��)��,�����L(zh��ng)��,�a(ch��n)��κ�ϽM��,��(n��i)ë�̲�����,�Еr(sh��)���ܵΠ�,߀�����а��p,䓹ܳ�/������0���@������߅��δ�õ��m��(d��ng)?sh��)�׃�?span lang="EN-US">,�Q֮��/����0,��(d��ng)����cֱ���ȴ���8%~10%�r(sh��),�@�N��r���a(ch��n)��,���������a(ch��n)��ڹܕr(sh��)�eҪע����ε��|(zh��)�����D2b���෴����r,���(c��)�g϶С,��(n��i)��(c��)�g϶��,Ҳ���ܵõ����õĺ��p,���@�N��r�^�ٳ��F(xi��n)��

3���ܳ��ι�ˇ
3.1 �ΰ돽���ι�ˇ
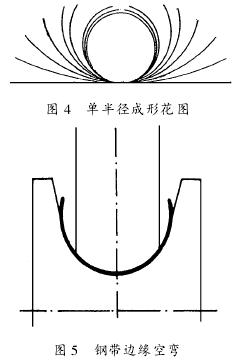
�@��һ�N�^���ձ���õij��ι�ˇ,�҇�(gu��)�����(sh��)����С�ܙC(j��)�M�Ŀ��Ͳ����@һ��ˇ����D4��ʾ,ÿ��(g��)׃�ε��εĿ��;���һ��(g��)�돽�M��,�����^(gu��)����6~7��ˮƽ݁�������m��(d��ng)?sh��)���݁���c�o��׃��,�еĞ�ƽ�����g,�е��ں�������ƽ݁,���������݁,������ɫ,�@һ��ˇ�ă�(y��u)�c(di��n)��܈݁�ӹ�����,�ֳ��β���܈݁��һ���Ĺ�����;ȱ�c(di��n)��䓎�߅������׃�β����,�γɄ����Ժ�,���ɺ��ܳ�/������0,���ܱ��C䓹ܵĺ����|(zh��)����䓎���(j��ng)�^(gu��)�@һ����ϵ�y(t��ng)2~3�������Ժ�,߅�����M(j��n)��Տ��A��,��D5��ʾ,߅���������y�Ը�׃,��ʹ�ٽ�(j��ng)���]�ڿ��ͼӹ�Ҳ�o(w��)��ʹ߅���_(d��)���D��݁��Ҫ���mȻ�f(shu��)�@һ���ι�ˇ,�ֳ��ο�����һ��������,���ڸ�׃䓹ܵĺ�ȕr(sh��),������߅���ij��Ρ��ֳ��Ϳ�������݁��һ��(g��)ͬ�ĈA���M��,���ֵ����䓹ܵıں�,��(d��ng)��׃䓹ܺ�ȕr(sh��)�Ͳ���ͬ�ĈA,�������,��̧݁��,���g����׃���c�ɂ�(c��)��ͬ,�ɂ�(c��)݁϶�����^С,߅���^(gu��)���܉�,���ܮa(ch��n)��߅�����˶�Ӱ푺����|(zh��)������(d��ng)���a(ch��n)�^���ĺ��ܕr(sh��),��݁����,�ɂ�(c��)݁϶�p��Ҳ�^С,߅���ò�����ּӹ�,�a(ch��n)������,ͬ��Ӱ푺����|(zh��)�������Ҵֳ���݁����݁����܈݁�ٶȲ�,�v��䓎�߅���h�ڵ�������ĥ�p,�_(d��)��һ���̶ȕr(sh��)Ҳ��(hu��)�a(ch��n)������Ӱ푺����|(zh��)����
���a(ch��n)�^��ֱ���ĺ��ܕr(sh��),�ֳ���݁���g�c߅��ֱ�����,܈݁���ٶȲ���(hu��)��(du��)䓹ܵı������,Ӱ푺��ܵı����|(zh��)����
3.2�p�돽���ι�ˇ
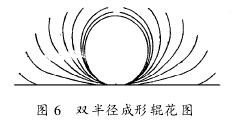
ᘌ�(du��)�ΰ돽����ϵ�y(t��ng)��ȱ�c(di��n),�S�ຸ�ܙC(j��)�M�����p�돽���͵ij��ι�ˇ,���Ĵֳ���ˮƽ݁�����ɶ���(g��)��ͬ�ĈA����(g��u)��,���Ժ���ξ��c�ΰ돽׃�ι�ˇ��ͬ,�ڴֳ��Εr(sh��)�͌�䓎���߅�����ʼӹ��ӽ��D��݁������,�D6�����@�N���ι�ˇ��݁���D��
��(du��)䓎�߅���ļӹ������������r(sh��)�ij��Ηl��,�ɂ�(c��)С�돽���β��ּsռ䓹����ό��ȵ�10%~15%���@һ���ι�ˇ��ȱ�c(di��n)��,��ֱͬ����䓹�܈݁���ܹ��á���ʹ����׃ֱ��ֻ��׃���,�p�돽���͵���݁Ҳ����Q,����ʹ䓎�߅���õ����õļӹ���
3.3 W���������ι�ˇ
���ˏ��a(b��)�p�돽���ι�ˇ�IJ���,߀�ɲ�ȡW���������ι�ˇ,������ǰһ����ǰ�ɵ�ƽ݁���Εr(sh��)�o���g�����Է���,ʹ���ͳ�/W0��,�@�ӿ�ʹ��(du��)��(y��ng)�Ľ�AС��45b,�@�N��ˇ��݁���D��D7��ʾ��
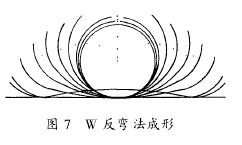
�@�N���ι�ˇ��(j��ng)�^(gu��)1~3��ˮƽ݁���Ԍ�߅����20%��䓎�߅�����ʽӽ��A�o�A������,�� 5~7��ˮƽ݁?zh��n)��Εr(sh��),�H��׃���g���ֵ����ʡ���(y��u)�c(di��n)��߅�������|(zh��)����,������׃��ȵĺ��ܿɲ��ٓQ��݁,�p�ٓQ݁�r(sh��)�g,������܈݁���ġ�����܈ֱ݁�����^ǰ�ɷN����С,܈���ڿ����еĻ���(d��ng)�p��,Ҳ�p���˱������,�����䓹ܱ����|(zh��)����������Ҳ��һ��ȱ�c(di��n),��ֱͬ���ĺ�����Ҫ��ͬ��܈݁,܈݁�Ĺ��������ܵ�һ�������ơ�
3.4 CTA���ι�ˇ
ᘌ�(du��)ǰ�N���η������ڵ�ȱ�c(di��n),�W�����W�(li��n)���Ƴ�һ�N���͵ĺ���䓹ܳ��η���CAT���ι�ˇ���Ă�(g��)���ֽM��,��D8��ʾ[2]��3.4.1 �ֳ��β���
�c���y(t��ng)�Ćΰ돽���ι�ˇ��ͬ,�Ƀɂ�(g��)ˮƽ�C(j��)�ܽM��,ͨ�^(gu��)���ɂ�(g��)܈݁,��䓎�����һ���ĈA����,����܈݁�������(d��ng)݁��
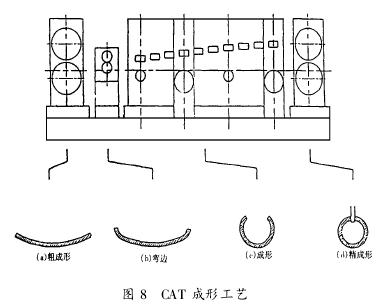
3.4.2 ��߅����
��һ�M�����݁�C(j��)���ı���(d��ng)�C(j��)��,�ɃɽM���ҷ��_����һ���ǶȲ��õ�݁?zh��n)ӽM��,�Ɍ����߅��׃��,ʹ���������_(d��)����ӽ��A�o�A������,�Ա��C���ε��|(zh��)������ԓ�C(j��)�M�����a(ch��n)�ĺ���Ҏ(gu��)��֞�3~4�M,ÿ�M�a(ch��n)Ʒʹ��һ��܈݁��һ���(l��i)�f(shu��)һ�_(t��i)�C(j��)�M����3~4��܈݁�Ϳɰ���ԓ�C(j��)�M�����a(ch��n)��ȫ���a(ch��n)ƷҎ(gu��)������߅�C(j��)�ܵăɽM܈݁,���������{(di��o)��,Ҳ���������{(di��o)��,������݁߀���������{(di��o)��,���m��(y��ng)��ͬ��ֱ���c��ȵ�䓹ܳ��Ρ�
3.4.3 �����
�ӹ���Ҫ���@�����M(j��n)��,�������S��С݁?zh��n)ӽM�ɵ���݁,�����������Ȼ����,���_(d��)���O(sh��)���ď�������,���в���܈݁�����(d��ng)݁,����䓹���ǰ�M(j��n)������,����(sh��)С݁?zh��n)Ӷ��DZ��?d��ng)��,܈݁�c䓹���֮�gȫ�ǝL��(d��ng)���f,�]�л���(d��ng),�����ܺĺܵ�,���Ҳ���(hu��)�Ɖ�䓹ܵı��档
3.4.4 �������
�c���y(t��ng)�Ćΰ돽���ι�ˇ��ͬ,�Ƀɼ�ˮƽ�C(j��)�ܽM��,�����ǎ���(d��o)��Ƭ�ĈA�ο�,䓹������������A�����뺸�Ӆ^(q��),��������܈݁�������(d��ng)݁���@�ɽMˮƽ݁�C(j��)��Ҳ�����Î���݁����݁�C(j��)�����,�m�����^��ֱ���ĺ���,�p��܈݁�ٶȲ�,�������䓹ܱ��档
CTA���ι�ˇ�������S����(y��u)�c(di��n):�s�̸��QƷ�N�ēQ݁�r(sh��)�g;����܈݁������;�p��䓹����ϵČ���,ʹ��ͬ��λ��䓹��и�����L(zh��ng)��,��(ji��)�s�˲���;���ͺ���䓹����a(ch��n)���ܺ�;�����˳��ι�ˇ,����˺����|(zh��)����
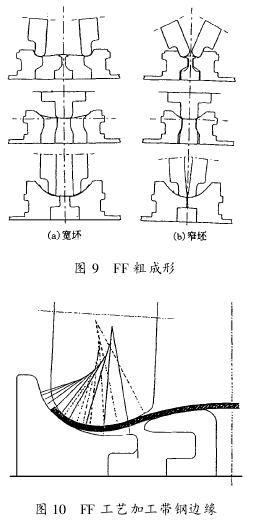
4 FF���ι�ˇ
�����ձ������������Ƶ�һ�N���ͺ���䓹ܳ��η���,����һ�M܈݁�ڴֳ����A�ο����a(ch��n)��ֱͬ���ͺ�ȵĮa(ch��n)Ʒ,�o(w��)횸��Q܈݁,�e�m�������a(ch��n)С������Ʒ�N�ĺ���䓹ܡ�
FF���μ��g(sh��)���a(ch��n)�ĺ���ֱ�����_(d��)������,����cֱ���ȿ��_(d��)��1%~10%,��Ҫ�����ׂ�(g��)���c(di��n)[3]:
(1) һ��ˮƽ�C(j��)��,��݁����܈݁�S���{(di��o)�����m��(y��ng)��ͬ���ȵĺ���������ֻ��݁�ɔ[��(d��ng),�����{(di��o)��,��܈݁�u�_��݆����ͬ��������λ�ӹ�䓎�߅��,ʹ䓎�߅���������_(d��)���A�o݁���ʵ�90%~95%,���C�˺��ӵ��|(zh��)����
(2)�e��(qi��ng)�{(di��o)䓎�߅�����\(y��n)��(d��ng)܉�E,��ֹ߅������,���������������S�ķ�����(n��i),ʹ߅�����a(ch��n)�����ˡ�
(3)䓎������g����,����݁���η�,��ȡ�M�����ٵ�����׃�ε����Գ��μӹ���ˇ,�ɜp�ټӹ�Ӳ���͚�����(y��ng)����(du��)�K�������ܵ�Ӱ�,߀�ɜp�ٱ�������Ŀ����ԡ��ֳ��ζ������Mˮƽ݁�C(j��)�ܽM��,�Y(ji��)��(g��u)��ʽҊ�D9���D9 FF�ֳ��ΈD10 FF��ˇ�ӹ����߅��߅������݆݁����u�_��,��(d��ng)���a(ch��n)��Ҏ(gu��)�ܕr(sh��),䓹ܵ������^��,��݁�����(c��)�[��(d��ng),���^���������ּӹ���䓵�߅��,��֮���a(ch��n)�^СҎ(gu��)��a(ch��n)Ʒ�r(sh��),䓹ܵ������^С,��݁���(n��i)��(c��)�[��(d��ng),���^С���ʲ��ּӹ����߅��,�D10��܈݁�ڼӹ����߅���r(sh��)�Č�(sh��)�r����(d��ng)������ȸ�׃�r(sh��)Ҳ������݁�Ĕ[��(d��ng)��׃��݁������,�ӹ�����߅���Ա��C����������,���ϳ��ε�Ҫ��
5�Y(ji��)Փ���ܳ��ι�ˇ����ֱ��Ӱ푺����|(zh��)��,��(y��ng)ԓ���ܹ����ߵ���ҕ���������a(ch��n)���|(zh��)���ĺ���䓹�,����x�����M(j��n)�ij��ι�ˇ,��ߺ��ܳ��ε��|(zh��)��,�������P(gu��n)�������c(di��n):
(1)���߅���ij���,�ڳ��Ď�׃�Εr(sh��)��Ҫʹ���������_(d��)����ӽ��D��݁�ĈA������,�Ա��C���߅���ɂ�(c��)��ƽ��,ʹ���ӕr(sh��)��(n��i)���(c��)�ضȾ���
(2)��(y��ng)���Ǝ��߅�����\(y��n)��(d��ng)܉�E,����������,��ֹ䓎�߅������,�a(ch��n)������߅��Ӱ푺����|(zh��)����
(3)��䓵����g׃�Α�(y��ng)������݁ʽ��������ʽ�����Գ��ι�ˇ,ʹ䓎���Ȼ���Μp�ټӹ�Ӳ������䓹ܵ����W(xu��)���ܡ�
TAG: